Guide
de montage et de soudure
Pourquoi
souder?
Le
soudage de pièces est autant un art qu'une technique. Tant en
mécanique qu'en électronique, les soudures bien faites sont non
seulement appréciées, mais nécessaires pour qu'un système soit
résistant. La plupart du temps, les techniciens professionnels qui
ont appris les techniques de soudure pratiquent régulièrement pour
«garder la main». En électronique, les concepteurs soudent très
peu s'ils travaillent avec des techniciens qui font la soudure pour
eux. Cependant, dans de petites entreprises ou lorsque les
techniciens sont débordés, il arrive que l'ingénieur ait à
effectuer lui-même un peu de soudure. Il arrive aussi que pour de
grandes productions, les soudures soient effectuées par des
machines. Cependant, pour le prototypage et les petites productions,
le temps de mise en marche de telles machines peut largement dépasser
ce que quelques techniciens peuvent accomplir rapidement. La soudure
est donc un incontournable et il apparaît souhaitable d'en avoir
quelques notions.
Pour
bien comprendre cet aspect important de l'électronique, ce petit
guide aborde quelques un des points les plus importants à retenir.
Il ne s'agit pas d'un cours de soudure détaillé, mais il permettra
de mieux réaliser les étapes de montages de ce cours et d'être
introduit aux concepts de base.
Les
types de pièces et les types de soudure
Les
fers de nouvelle génération sont extrêmement efficaces. Un
débutant réalisera après quelques heures que l'action de réaliser
un point de soudure n'est pas le centre du problème! Par contre, la
connaissance des pièces, comment les monter et surtout, dans quel
ordre, représentent des aspects beaucoup plus difficiles à
maîtriser.
On
distingue deux types importants de techniques de soudure en
électronique qui sont directement associées aux formats de boîtiers
de puces et de circuits imprimés. Il y a tout d'abord les boîtiers
de puces de type DIP (Dual In-line Package). Les puces
utilisées pour ce cours appartiennent à cette technologie. Les
puces ont deux rangées de broches, une de chaque côté et elles
doivent s'enficher dans un circuit imprimé de façon à le traverser
complètement pour éventuellement être soudées sur la face d'en
dessous. Les gens travaillant à la manufacture des circuits
imprimés emploient souvent le terme «through-hole» pour
désigner cette technologie pour bien montrer que les broches
traversent le circuit imprimé à travers des trous. C'est une
distinction importante par rapport à une technologie plus récente
et plus efficace que l'on nomme montage en surface (SMT pour Surface
Mount). Avec cette approche, les broches des puces, beaucoup
plus petites qu'en DIP, sont soudées en surface du circuit imprimé.
Les puces peuvent encore avoir deux rangées de broches, mais il ne
s'agit pas d'une restriction et la variété de formes de boîtiers
standards est impressionnante.
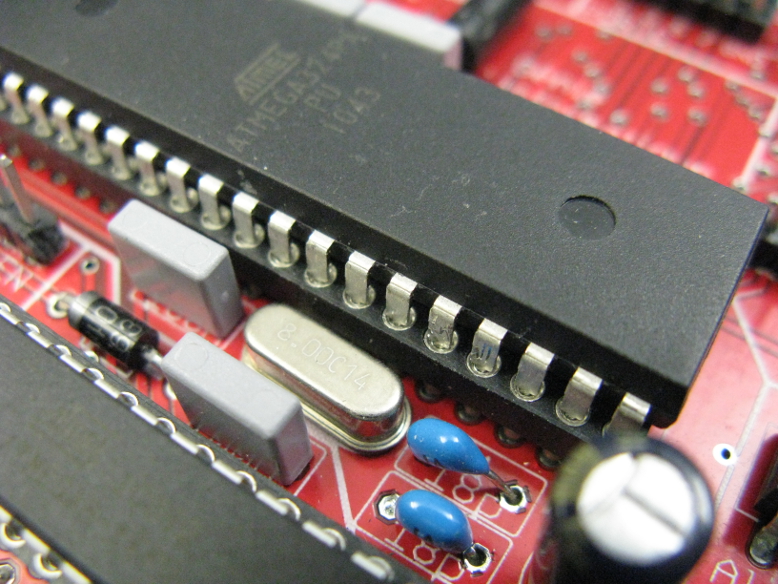
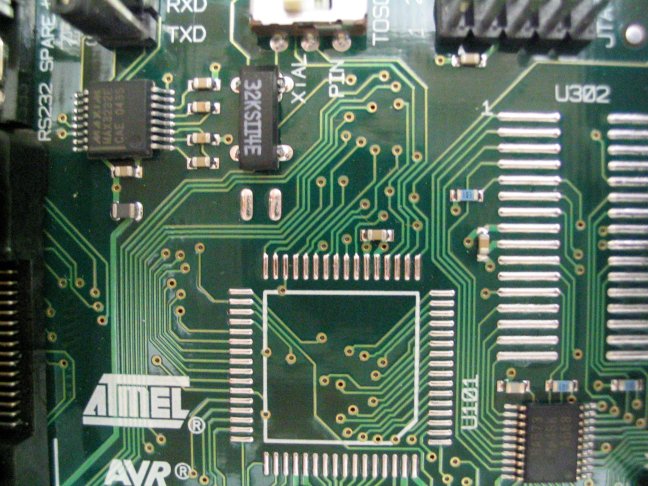
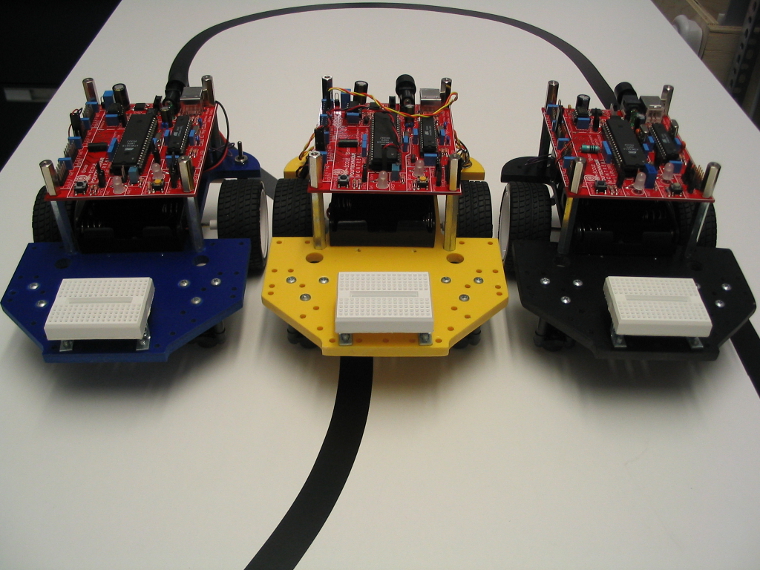
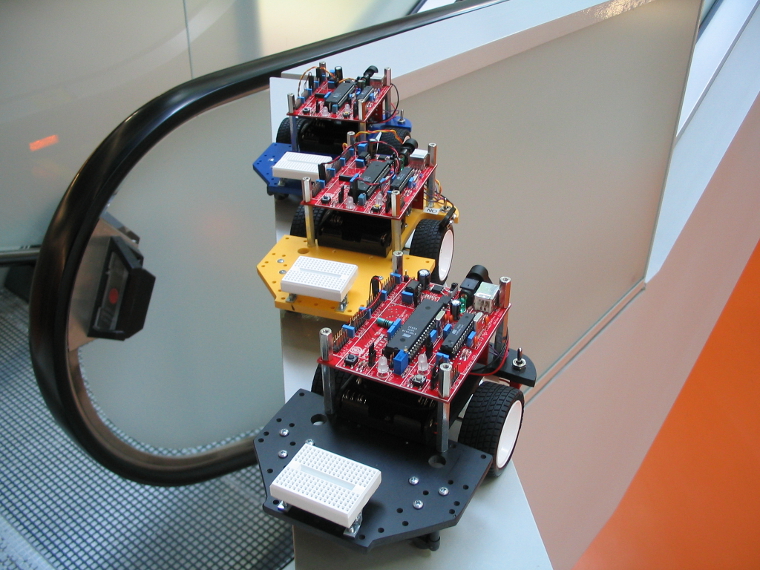
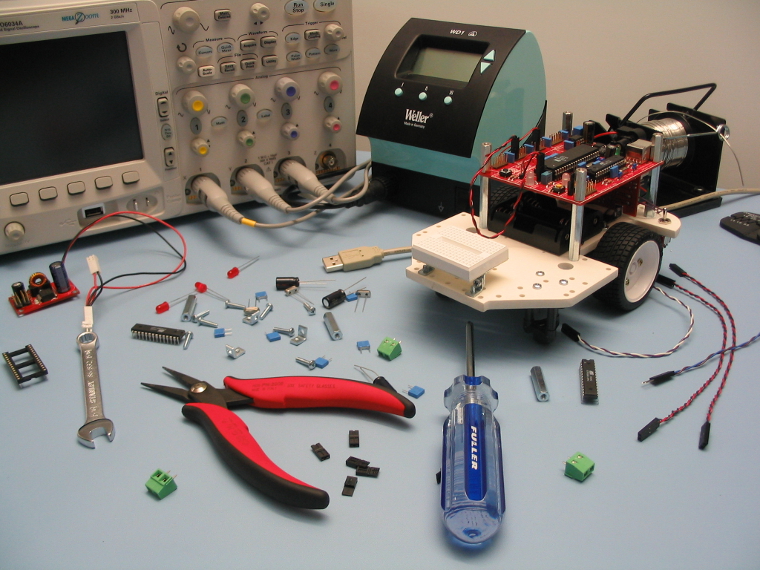
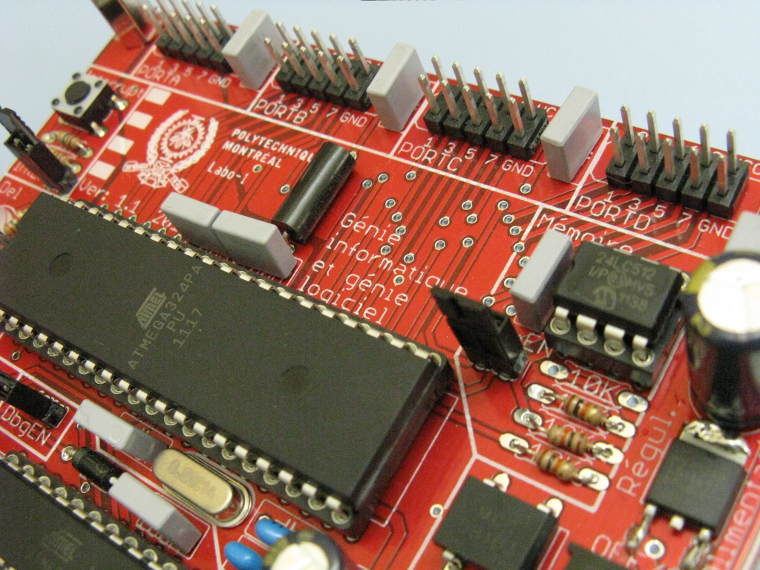
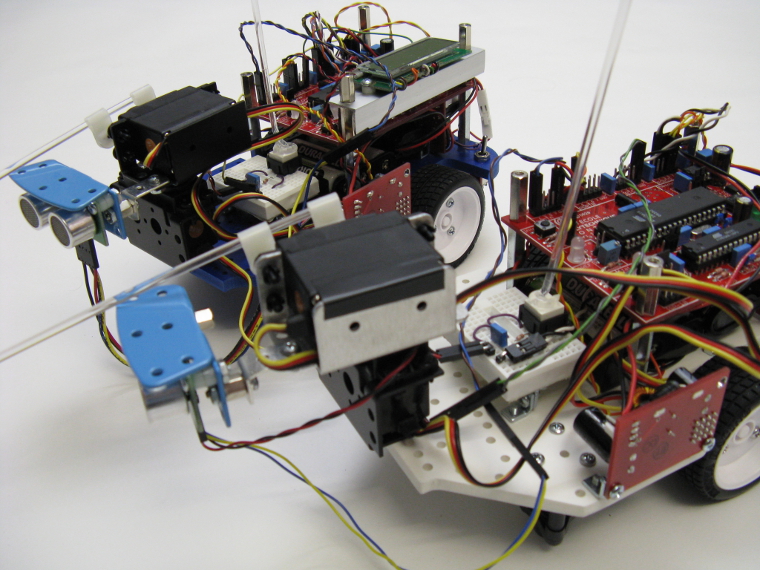
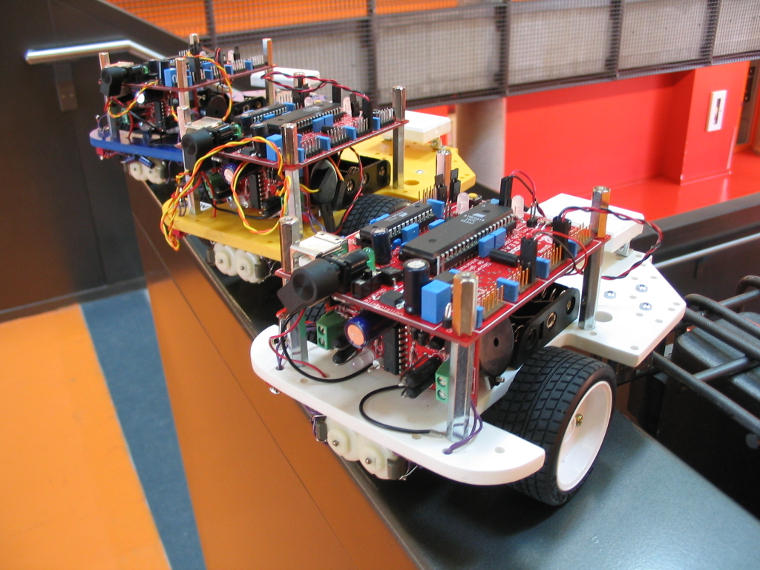
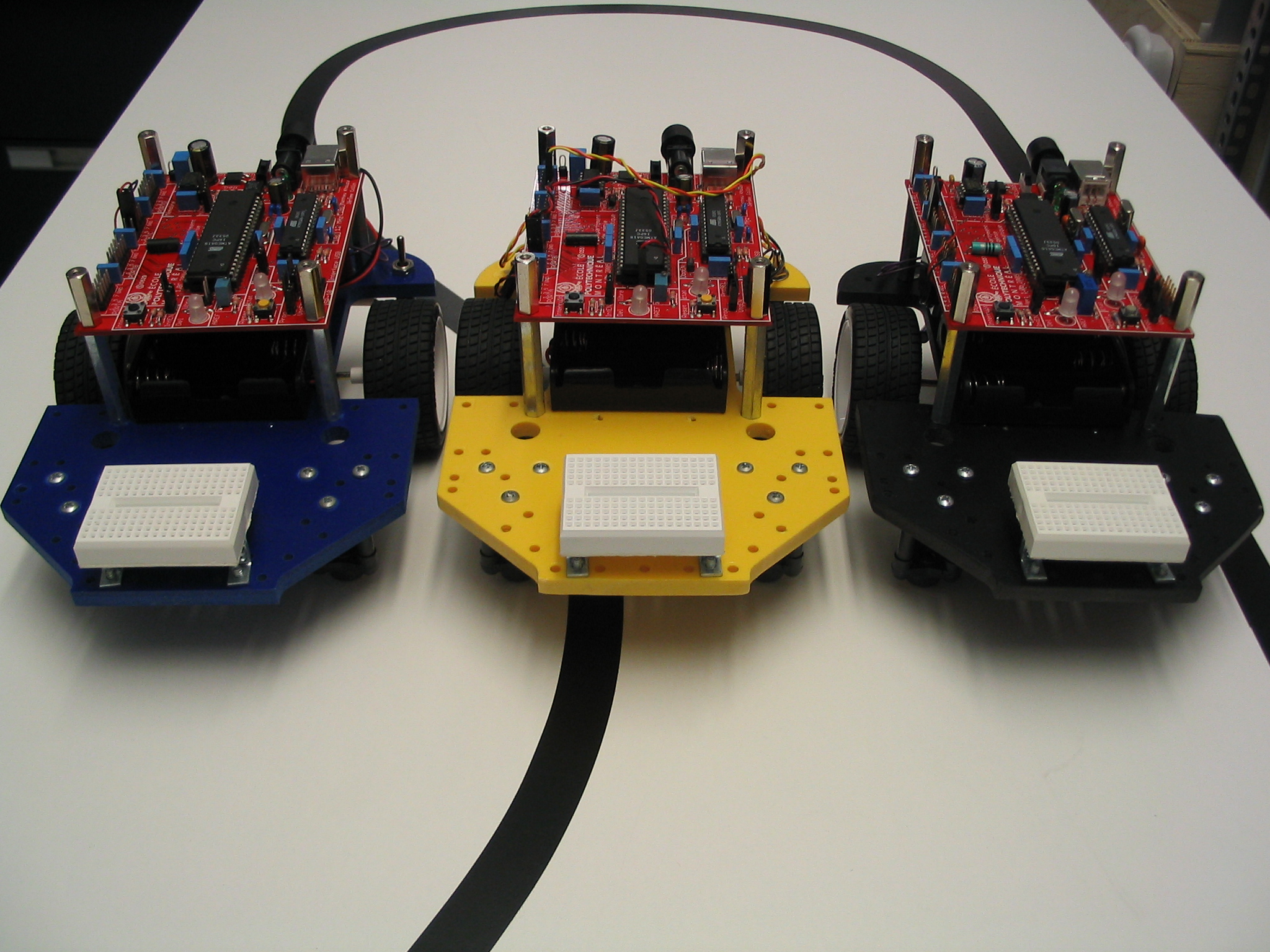
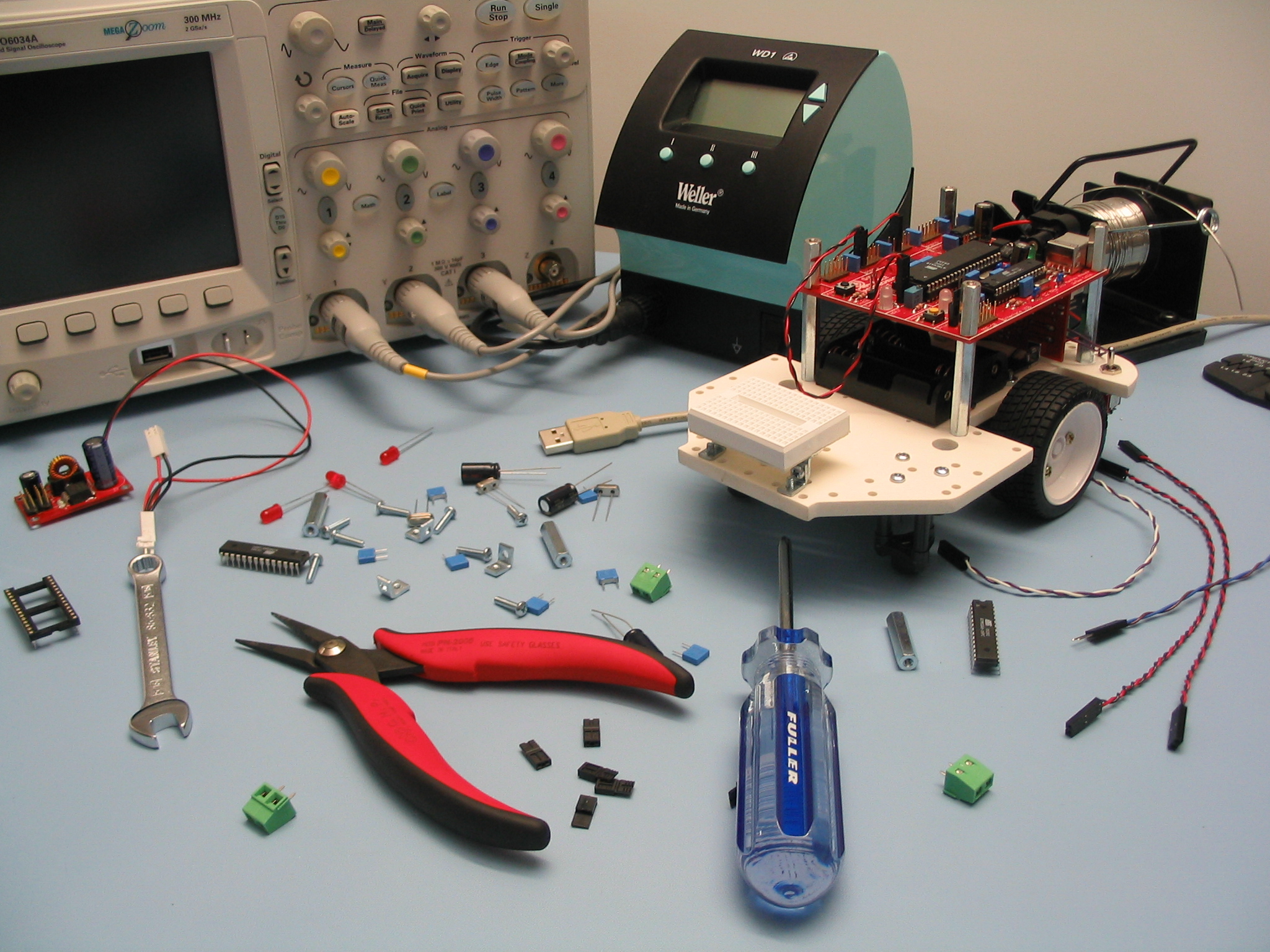
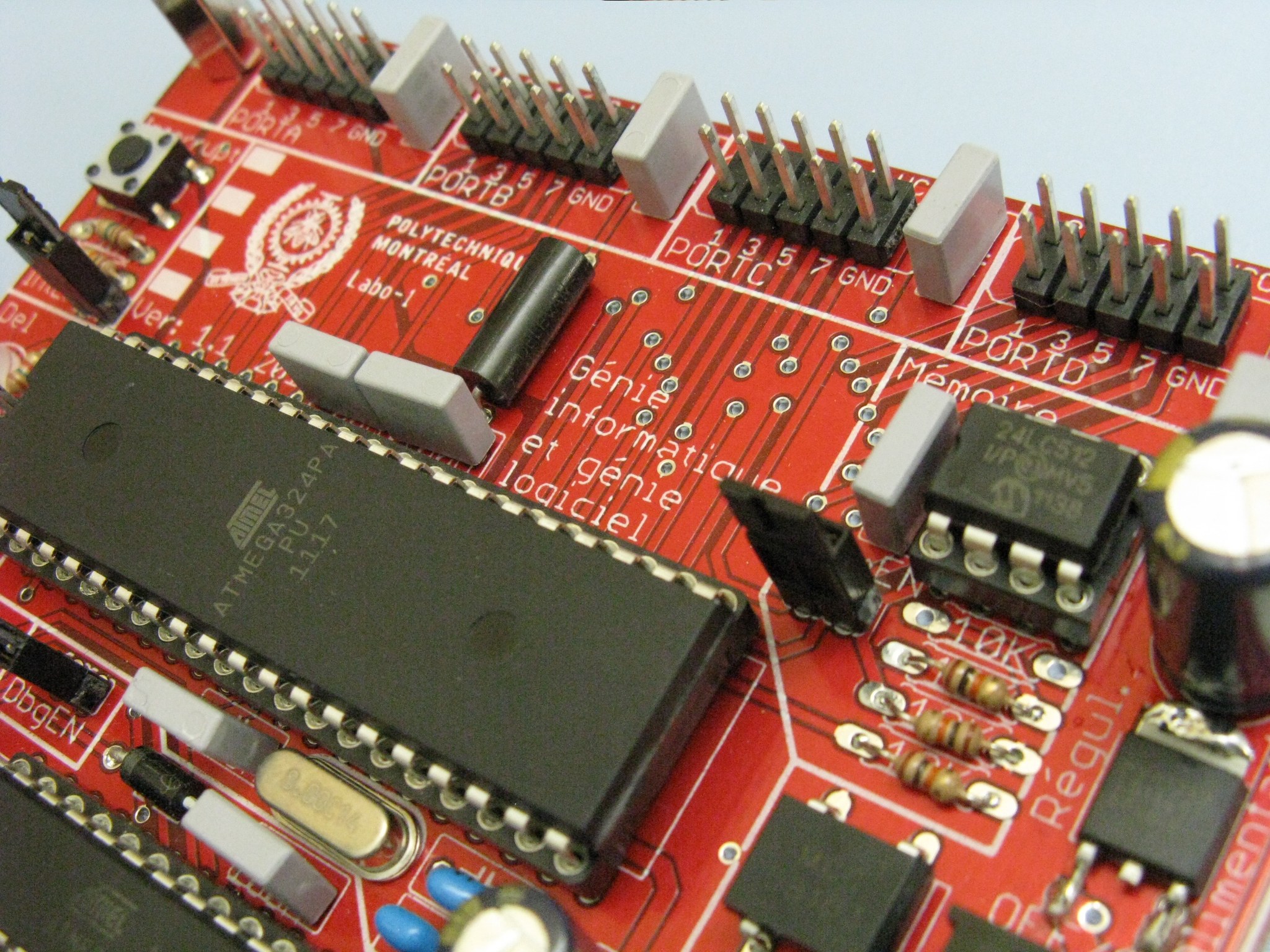
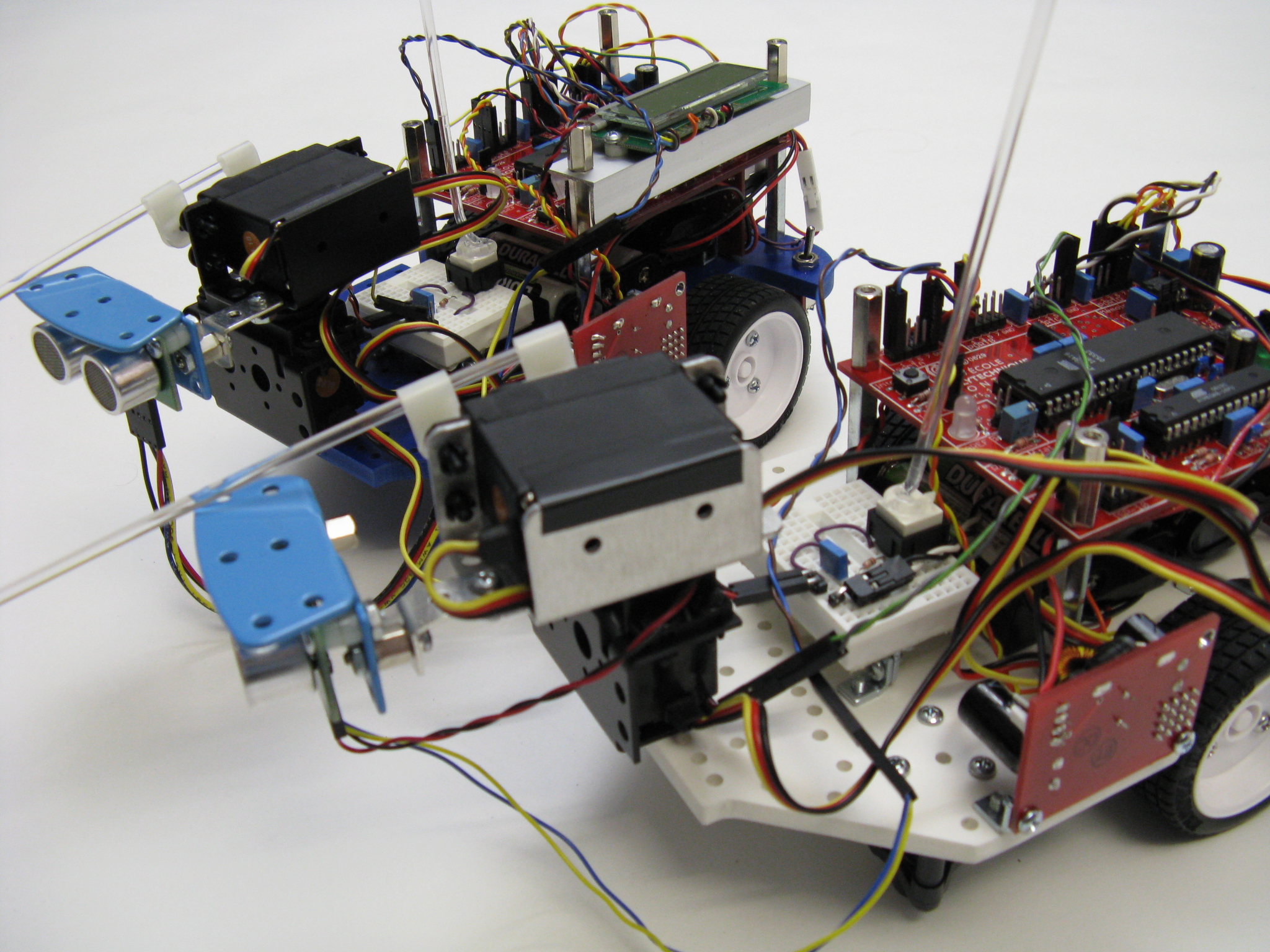
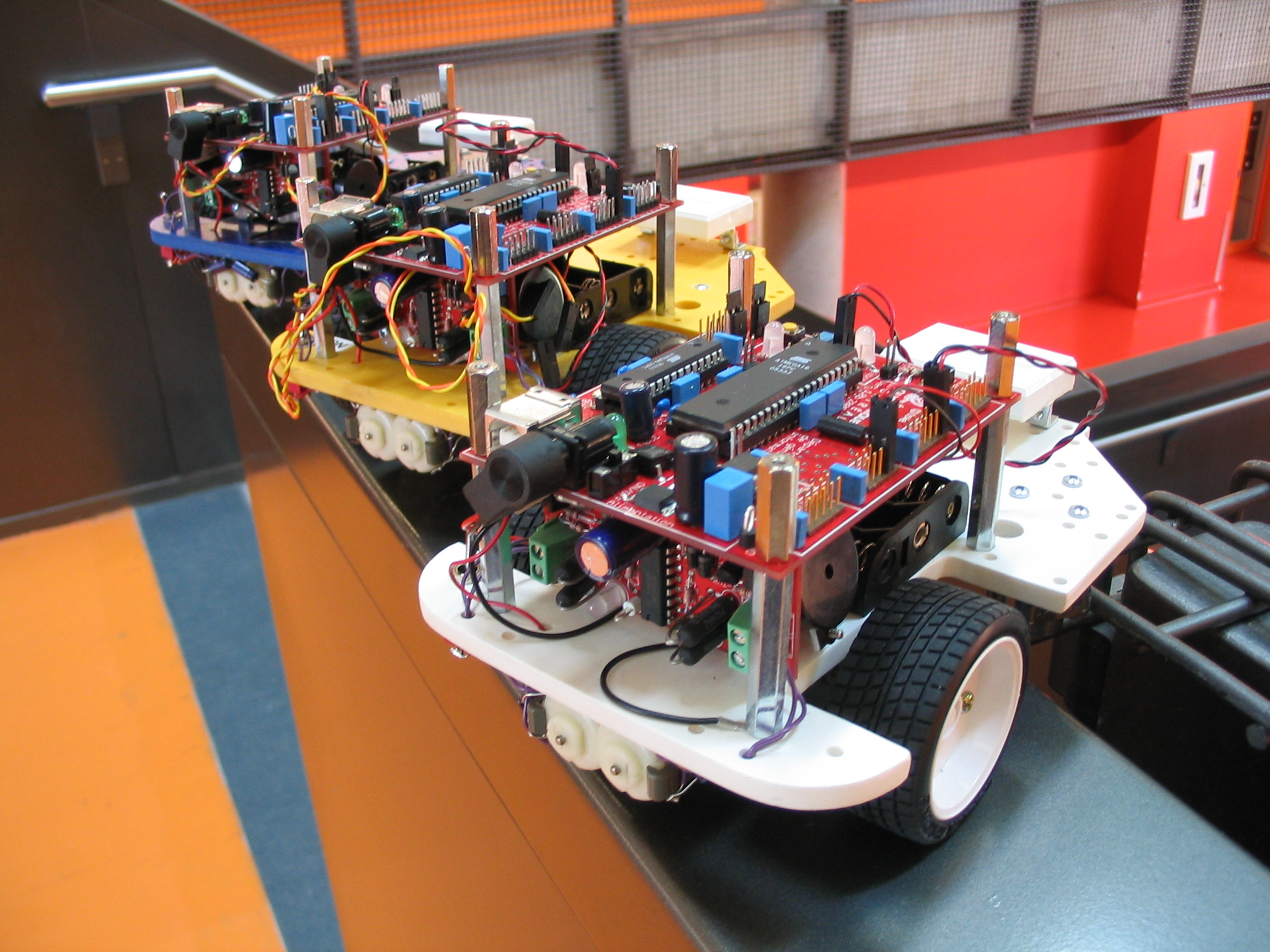
Cartes
en format DIP (haut) et SMT (bas).

Puces
en format DIP (gauche) et SMT (droite)
Les
circuits imprimés peuvent aussi varier considérablement et offrir
plusieurs couches de métal pour permettre des routages de traces
très sophistiquées. Il est à noter que ce qui est vrai pour les
puces l'est également pour les composants discrets (résistances,
condensateurs, etc.) Par exemple, il y a des résistances qui sont
dans un format adapté pour la soudure en surface alors que leur
format traditionnel est fait pour favoriser le passage à travers des
trous du circuit imprimé. Sur les photos, des circuits imprimés
plus haut, on peut remarquer la présence de résistances
traditionnelles (sur le circuit rouge) et en format très compact SMT
(sur celui en vert). On peut aussi voir sur le circuit imprimé vert
la présence d'espaces prévus pour recevoir des puces optionnelles
qui n'ont pas été encore ajoutées au circuit. On peut remarquer
que les pastilles (pads) prévues pour souder les broches
n'ont pas de trous puisque la soudure se fera en surface.
La
soudure pour le montage en surface demande une précision manuelle
qui ne s'acquiert qu'avec de nombreuses heures de répétition et ne
peut donc pas être apprise dans le cadre de ce projet. Il faut de
toute façon avoir acquis quelques notions de soudure en DIP avant
d'envisager de poursuivre à un niveau supérieur en soudure.
Ordre
de montage
Comme
il a été mentionné, avec des puces DIP, les broches traversent le
circuit imprimé et la soudure se fait sous la couche du dessous.
Cet aspect montre un des désavantages de cette technologie par
rapport au montage en surface: il faut toujours retourner le circuit
imprimé entre le placement d'une pièce et sa soudure en dessous.
Si les pièces ont des épaisseurs différentes sur la surface du
dessus, il arrive donc d'avoir une plaque instable lorsque celle-ci
est retournée pour effectuer les soudures. Pour minimiser cette
instabilité, on choisit en général de monter les pièces plus
basses en premier et de finir par les pièces plus épaisses ou plus
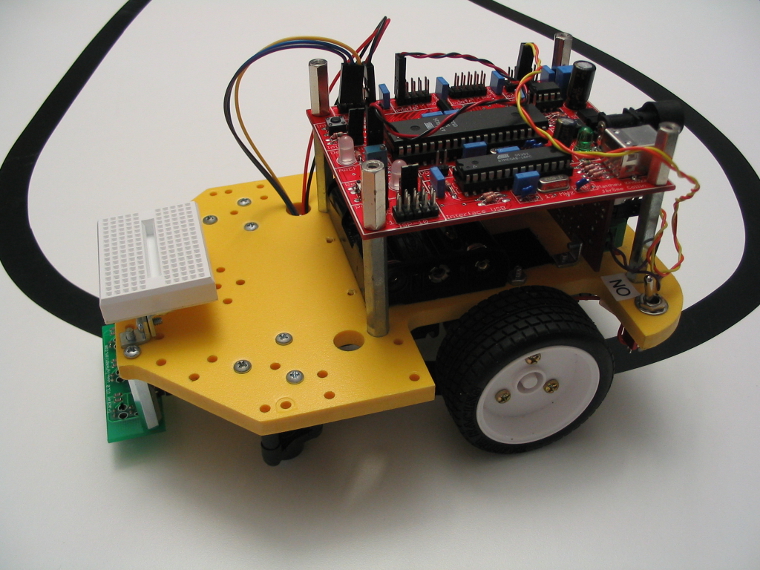
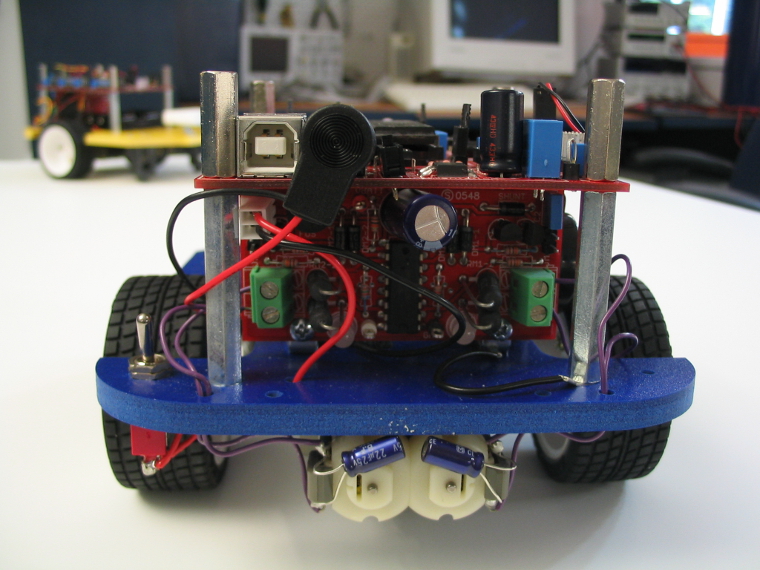
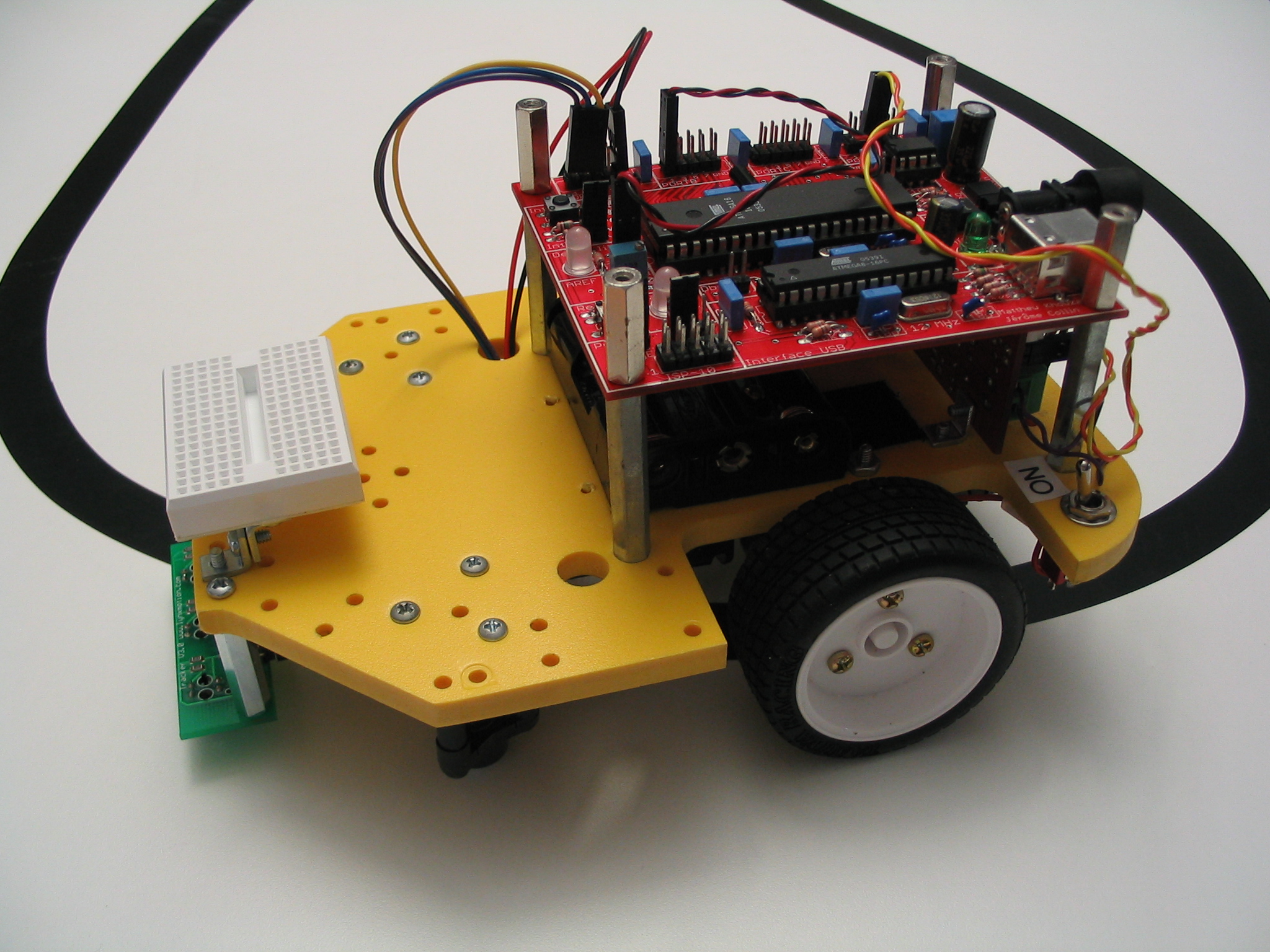
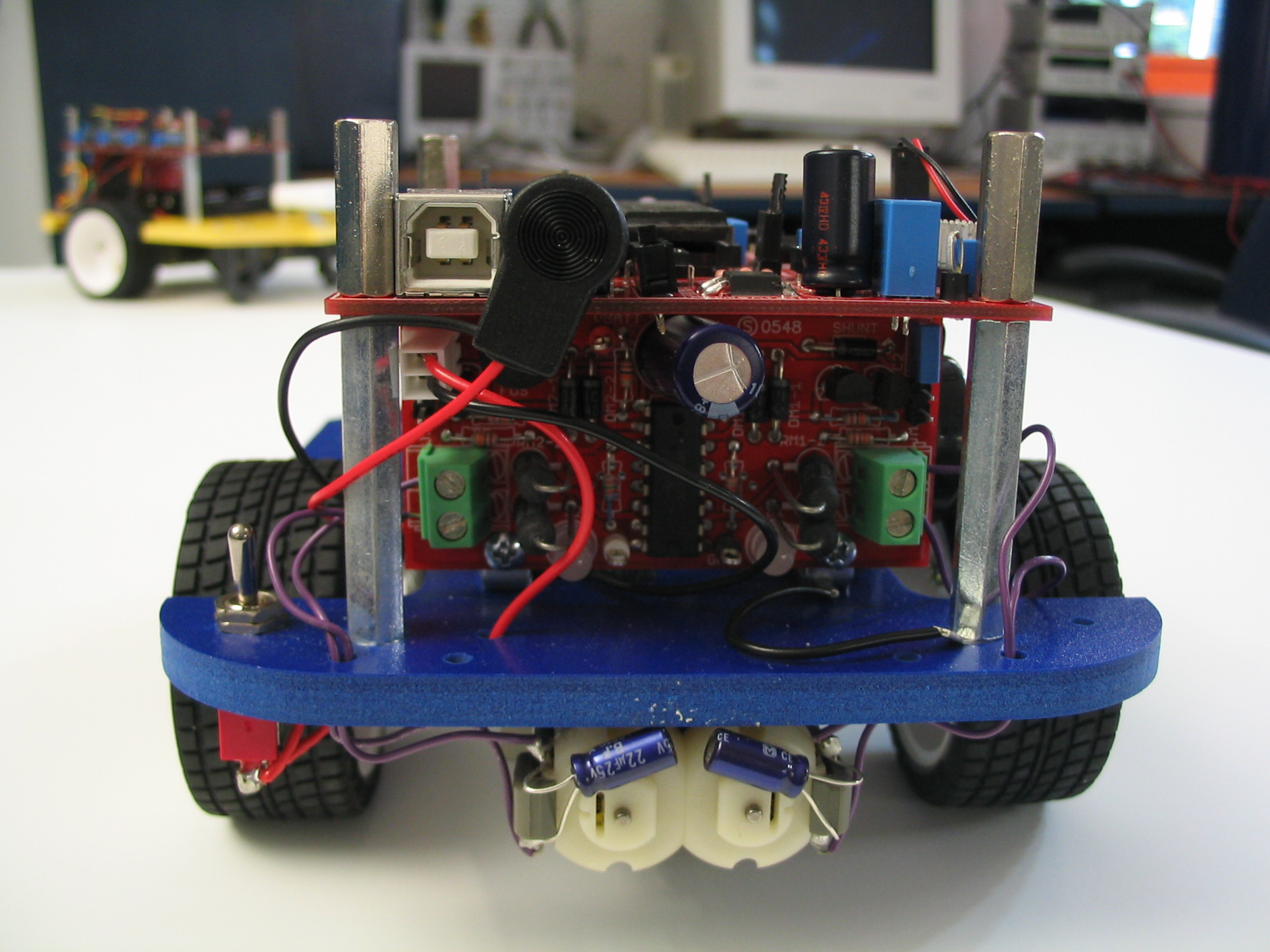
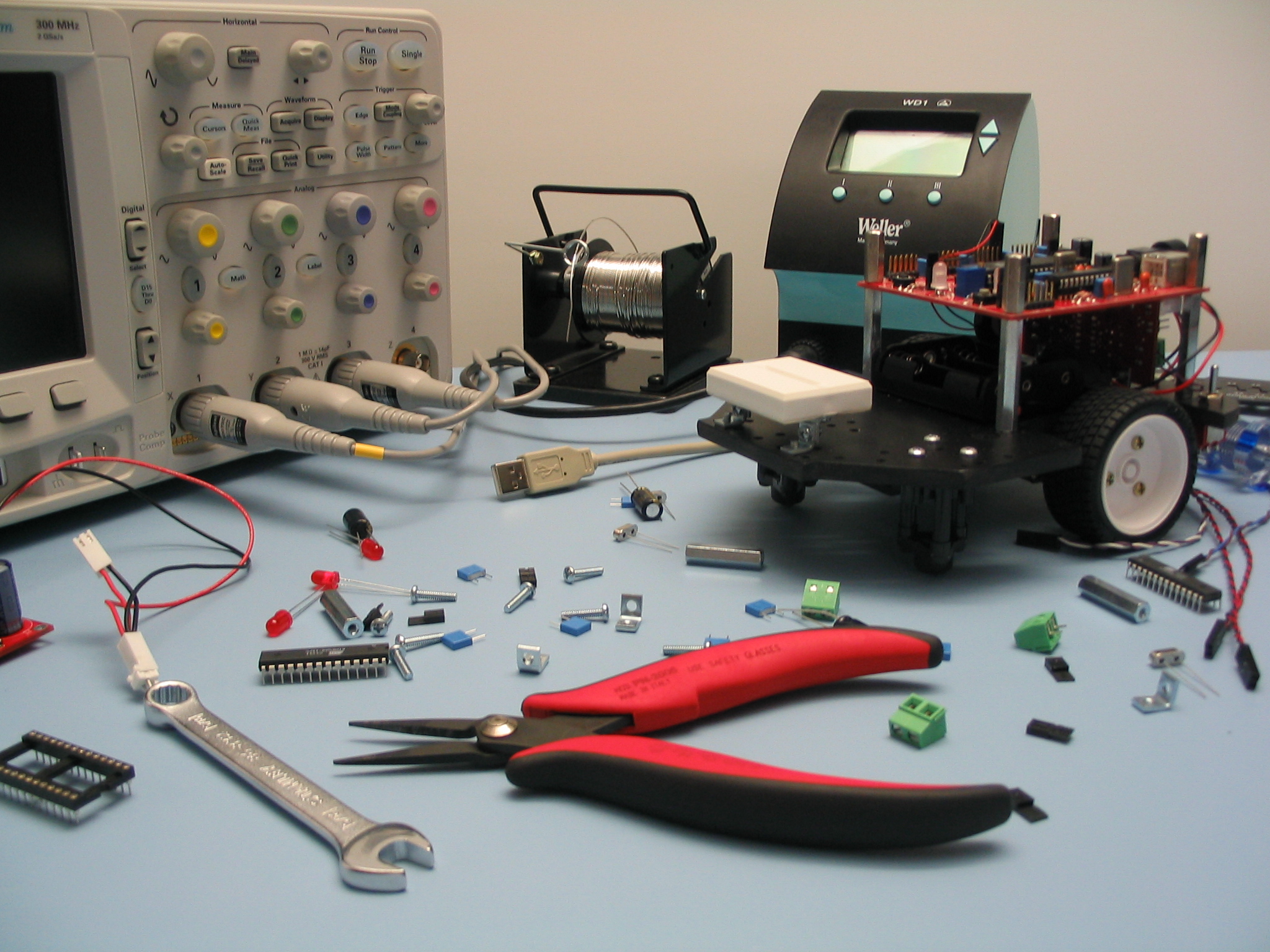
hautes. Le soudage du pont en H de ce projet constitue un exemple
parfait de ce problème puisqu'il faut souder des résistances de
quelques millimètres d'épaisseur, mais aussi des condensateurs très
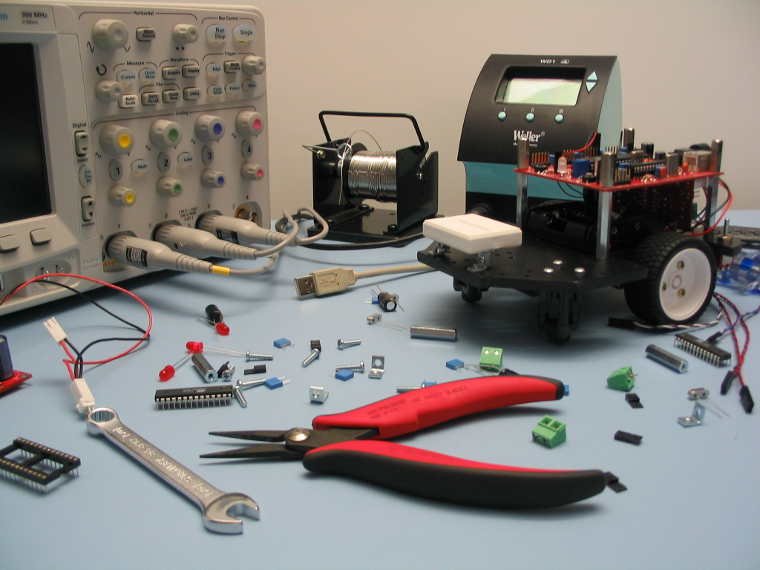
hauts. Sur la photo, on peut voir qu'il deviendrait très difficile
de placer et de maintenir une pièce basse le temps d'une soudure si
une pièce haute comme un gros condensateur a déjà été montée
sur la carte. Pour contrer ce problème, on peut utiliser les
brucelles (pinces longues et bloquantes) pour maintenir la pièce.
Une autre façon de faire est de placer un objet de la bonne hauteur
entre la surface et la pièce à maintenir (un peu comme la pince sur
la photo pourrait maintenir en place le petit condensateur bleu
poudre). Cependant, ces trucs ne remplacent pas un bon ordre de
montage.

Les
instructions de montage du robot ont été réalisées en tenant
compte de la hauteur de pièces. C'est pourquoi il est important de
respecter l'ordre des étapes
Montage
de certaines pièces
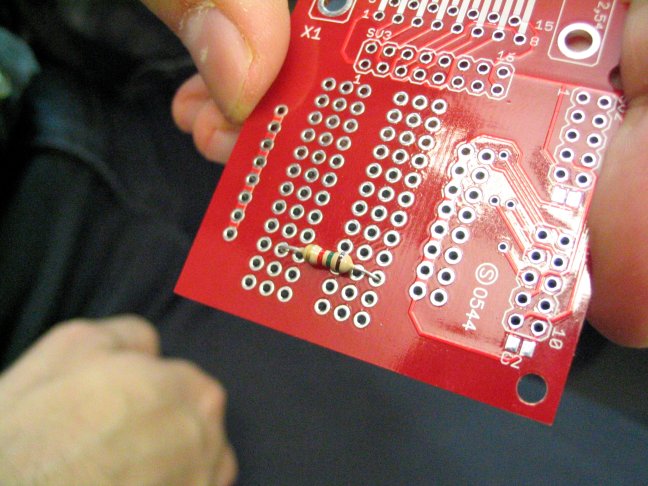
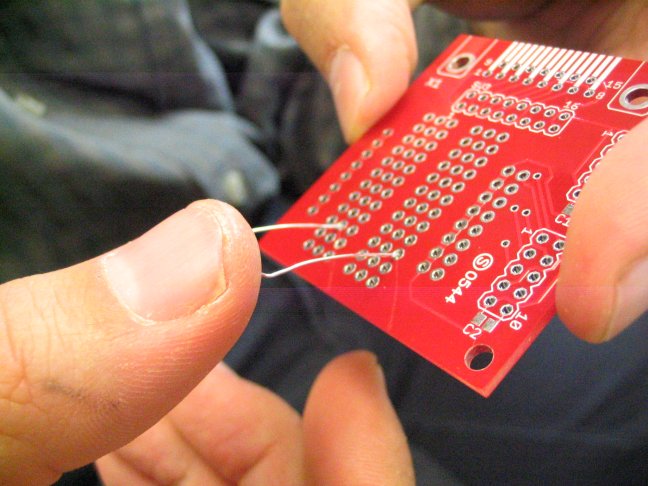
Le
montage de certaines pièces n'est pas toujours si évident qu'il y
paraît. Dans le cas des résistances, inductances et diodes
notamment, il faut replier les broches (souvent avec des pinces ou
simplement avec les mains). Par la suite, on peut les passer par les
trous du circuit imprimé avant de procéder à la soudure sous le
circuit comme le montrent ces photographies:

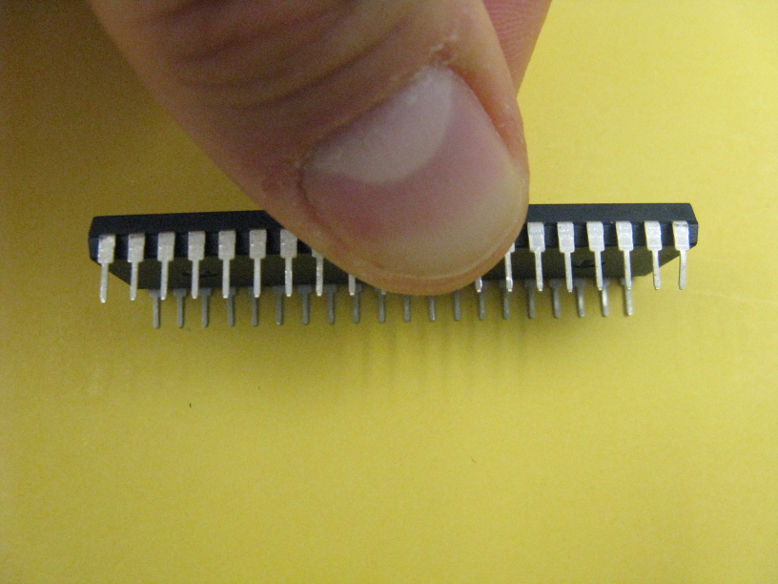
Les
puces ont des broches plus courtes et le circuit imprimé a des trous
bien disposés pour les accueillir. Cependant, il arrive que les
broches des puces soient un peu trop écartées pour entrer
confortablement dans la plaque. Il suffit alors d'appuyer les
broches contre une surface plane, de côté, pour les rapprocher du
centre, en appuyant légèrement.
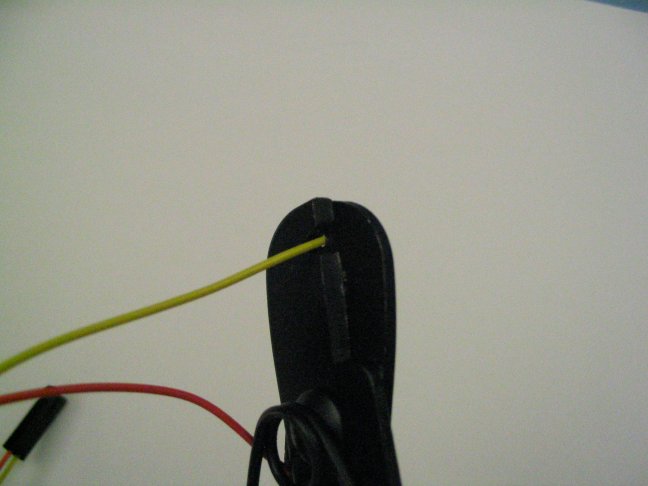
Les
connecteurs IDC peuvent représenter un problème. Il faut souvent
couper des morceaux d'une bande (d'où leur nom de «breakaway
header» en anglais). Pour y arriver, il est plus simple
d'utiliser deux paires de pinces. Si un morceau de 5 broches de côté
(10 broches au total) est désiré, placer une pince entre les
broches 4 et 5, et une autre entre les broches 6 et 7. En tournant
légèrement les pinces, la brisure se fera nécessairement entre les
broches 5 et 6, donc l'endroit voulu.



Circuit
imprimé
Un
circuit imprimé (PCB
pour Printed Circuit Board
en anglais - article
sur Wikipédia) est constitué d'une couche d'isolant électrique,
souvent fait d'une résine d'époxy. Des couches de cuivre sont
laminées sur cet isolant. On peut utiliser plusieurs couches de
cuivre dans le cas de circuits très complexes, comme dans le cas des
cartes mères des ordinateurs personnels. Le nôtre en a seulement
deux ce qui est préférable pour un premier exercice de soudure. On
peut facilement voir les couches de cuivre conductrices en limant la
peinture et le masque de soudure en surface. Le masque de soudure
isole le cuivre de l'extérieur et protège contre certains
courts-circuits qui pourraient être créés par des dépôts d'étain
durant la soudure. On évite aussi l'oxydation du cuivre.
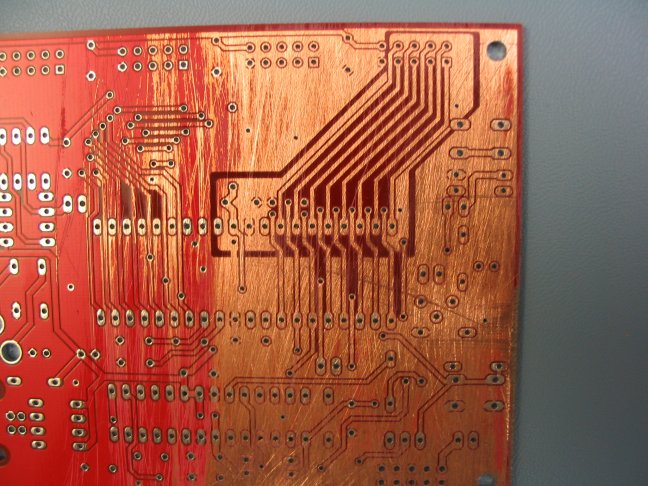
Le
processus de création des circuits imprimés est basé sur
l'élimination de cuivre à certains endroits pour isoler des
sections conductrices. Lorsqu'une section mince est isolée pour
créer l'équivalent d'un fil entre deux composantes, on parle de la
formation d'une «trace». À chaque extrémité d'une telle trace,
il y a généralement agrandissement de la trace pour former une
pastille (pad) et le perçage d'un trou à travers duquel
passera une broche d'une pièce électronique. Le fabricant de
circuits imprimés dépose généralement de l'étain sur ces
pastilles de telle sorte qu'elles deviennent argentées et bien
visibles. Ces pastilles facilitent la soudure en offrant une bonne
surface de contact.
Une
fois les traces isolées, une bonne proportion de la surface demeure
recouverte de cuivre. Il est avantageux de placer le reste de cette
grande surface à la masse. Cette surface devient alors le retour à
la masse (mieux désignée en anglais sous le nom de ground
plane). Le rôle de cette surface est de stabiliser les charges
et réduire le bruit électromagnétique, car il est toujours bon
d'avoir une zone à la masse la plus grosse possible.
Dernier
détail, certains points sur le circuit imprimé ressemblent à de
petites pastilles de soudure, mais ne sont (ou ne seront) traversées
par aucune pièce. Il s'agit de ce que l'on appelle des via. Un via
effectue une connexion entre une trace sur la surface du dessus et
une autre trace sur la surface du dessous. Un via peut aussi relié
les ground planes du dessus et du dessous.
Souder
Il
faut tout de même aborder l'opération de soudure elle-même.
Puisqu'il s'agit d'une action manuelle, il est avantageux de partir
avec un minimum d'instructions et d'apprendre par la pratique. Un
mini-guide
d'une page en format PDF fort bien fait (une page seulement!) de
la défunte compagnie Mondo-tronics est aussi disponible. Les
meilleures explications sont cependant dans la section
vidéo du site web. Ce qu'il faut garder en tête:
Placer
la pointe du fer sur la pastille (pad). La soudure est une
jonction qui sera bien réalisée s'il y a d'abord une bonne
température du circuit imprimé. Il ne suffit pas de déposer de
l'étain en fusion pour espérer réaliser une soudure. L'étain
n'est pas une colle!
Approcher
le bout d'étain près du fer et de la pastille tout en bougeant
légèrement pour bien disperser le métal en fusion.
Retirer
le bout d'étain.
Retirer
la pointe du fer. À noter que celle-ci demeure en contact avec le
circuit durant toute l'opération.
Pour
ce qui est de la qualité des soudures, il faut également mentionner
quelques aspects. D'abord, il peut arriver qu'une soudure semble
bien effectuée alors qu'en réalité, elle n'effectue pas
correctement le contact entre le circuit imprimé et la broche.
C'est ce qu'on qualifie de «soudure froide». Généralement, mais
pas toujours, il suffit de bouger légèrement la pièce soudée pour
se rendre compte qu'elle n'est pas reliée fermement au circuit
imprimé. Ce genre de soudure se produit souvent lorsque trop peu
d'étain a été utilisé. Elle peut également survenir lorsque le
fer à souder a une trop faible puissance pour la surface à chauffer
sur le circuit imprimé. Il faut savoir qu'une surface de cuivre
peut être assez importante près du point de soudure. C'est souvent
le cas lorsque ce point est à la masse, le ground plane
expliqué précédemment. Dans un tel cas, le fer chauffe l'étain,
mais ne parvient pas à chauffer correctement le circuit imprimé
puisque ce dernier favorise trop la dissipation de chaleur. Le
ground plane agit en fait comme une ailette d'un radiateur qui
répartie la chaleur, exactement le contraire de l'effet souhaité...
Il faut alors concentrer la chaleur disponible le plus possible. On
choisira donc d'éteindre le ventilateur de soudage pour un instant
(pour ne pas évacuer la chaleur) et de monter la température du fer
sensiblement. Il faut alors éviter de laisser le fer trop longtemps
en place sur le circuit imprimé sous peine de provoquer un
délaminage du cuivre autour de la pastille...
La
quantité d'étain à utiliser pour effectuer une soudure est un
autre point important. Idéalement, il faut en utiliser assez pour
que le trou du circuit imprimé lui-même en soit rempli et qu'il
s'en retrouve aussi en surface. On évitera cependant les excès qui
donnent lieu à la formation d'une "boule" en surface. En
effet, il faut éviter les courts-circuits à tout prix... De plus,
la formation d'une bulle en surface est le signe d'une soudure froide
puisqu'elle signifie que l'étain a été en fusion sur un circuit
imprimé pas assez chaud. Toutefois, pour les soudures sur le
«ground plane», on fera du mieux que l'on peut, surtout pour une
première expérience de soudure...
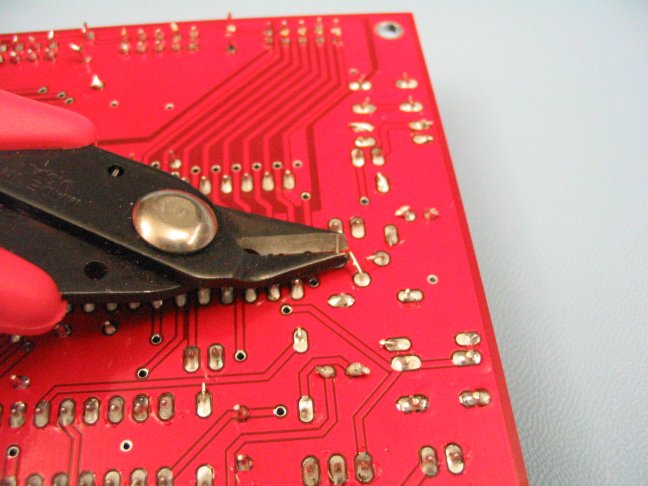
Une
fois la soudure d'une broche terminée, on peut couper sa longueur
excédentaire. Une soudure bien réalisée demeurera solide même si
les pinces coupantes passent près du point de soudure.
Dessouder
Naturellement,
des distractions peuvent survenir en soudant. Généralement, elles
donnent lieu à de mauvais placements de pièces et il faut alors
dessouder... Cette opération est difficile... surtout si les
soudures étaient bonnes! On suggère ici quelques méthodes:
Utiliser
une pompe à dessouder. On «charge» la pompe et on l'approche de
la soudure pour rejoindre le fer qui chauffe déjà l'étain.
Lorsque le métal est liquide, on actionne la pompe ce qui provoque
une aspiration rapide de l'étain. Il faut que la pointe de la
pompe soit collée sur la soudure pour réaliser l'effet de succion
maximal. On devra probablement reprendre quelques fois l'opération
pour arriver à retirer le plus possible d'étain. Les chargés de
laboratoire peuvent vous prêter une pompe à dessouder au besoin.
Utiliser
une station de déssoudage. Il s'agit d'un appareil qui a toutes
les capacités d'un fer à souder, mais qui a en plus un aspirateur.
La pointe du second fer contient une petite ouverture qui peut
aspirer l'étain en fusion lorsqu'on appuie sur un bouton. C'est
donc une pompe à dessouder sophistiquée intégrée à un fer dans
un certain sens. Les chargés de laboratoire utiliseront la station
de déssoudage avec vous au besoin.
Une
autre méthode consiste à utiliser une tresse de déssoudage
(copper wick ou desolder braid en anglais). On
procède un peu comme pour la pompe à dessouder en approchant un
bout de cuivre sur la soudure rendu liquide par le fer à souder.
L'étain se collera alors au cuivre naturellement.
Un
autre truc consiste à maintenir le circuit imprimé dans une main
tout en chauffant la soudure avec le fer. Lorsque liquide, on
frappe légèrement le circuit imprimé contre la table. Le choc
provoquera l'expulsion de l'étain liquide hors du circuit imprimé.
Cette technique est surtout efficace lorsque la pièce à dessouder
est déjà retirée du circuit, mais que le trou sur le circuit
imprimé est bouché par le reste de l'étain ou qu'on est en
présence d'une bonne «boule» d'étain. Plus facile à dire qu'à
faire...
La
dernière méthode est peut-être la plus simple et la plus
efficace. Elle demande deux paires de mains. La première personne
tient fermement le circuit imprimé et maintient le fer sur le point
à dessouder de manière à maintenir l'étain en fusion
continuellement. Une seconde personne prend des pinces et réalise
l'extraction de la pièce. En principe, rien ne s'opposera au
passage du composant et il sortira aisément. On peut même
reprendre cette technique à l'inverse. Si de l'étain obstrue un
trou sur le circuit alors qu'on veut y insérer une pièce, la
première personne conserve le même rôle et cherche à maintenir
le circuit en place et l'étain en fusion. La seconde personne
pourra alors insérer la pièce avec des pinces. Cette méthode est
particulièrement efficace lorsqu'on se rend compte que de mauvaises
résistances ont été soudées sur le circuit. Il faut alors
enlever les mauvaises, mais aussi souder les nouvelles. Cette
méthode peut s'effectuer seule si on a un étau qui tient le
circuit imprimé en place durant la procédure.
Sertissage
Le
sertissage (crimping en anglais) est cette manipulation qui
consiste à prendre à la serre un fil dans un connecteur pour ainsi
former un câble qui pourra relier deux composants d'un système.
Généralement, cette opération demande un type de pinces
spécialisées. Il en existe de nombreux modèles comme le montre la
première photographie. La seconde montre l'outil que nous
utiliserons spécifiquement pour le sertissage de certains fils du
robot.


De
nombreux types de câbles s'obtiennent par sertissage (dont les
câbles de réseau CAT-x avec connecteurs RJ-45). Il s'agit donc
d'un type de montage qu'il est possible de faire dans bien des
contextes du monde informatique. Ici, le sertissage sera pour de
petits câbles.

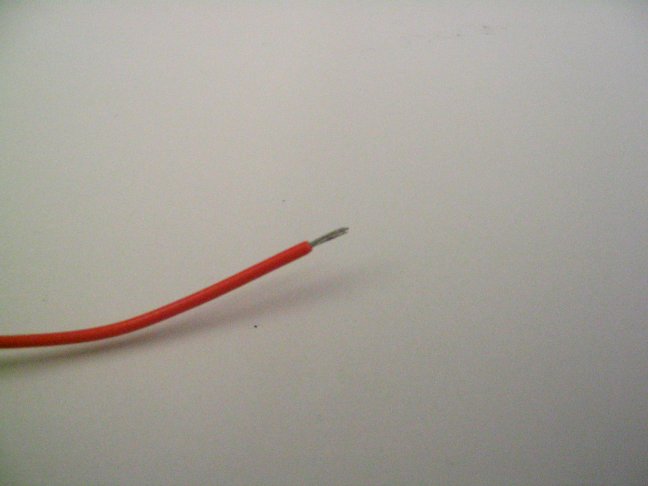
Les
connecteurs Molex et AMP utilisés se sertissent en employant
exactement la même technique. La première étape est de dénuder
un bout de fil. Enlever 3 mm de gaine de plastique est suffisant.
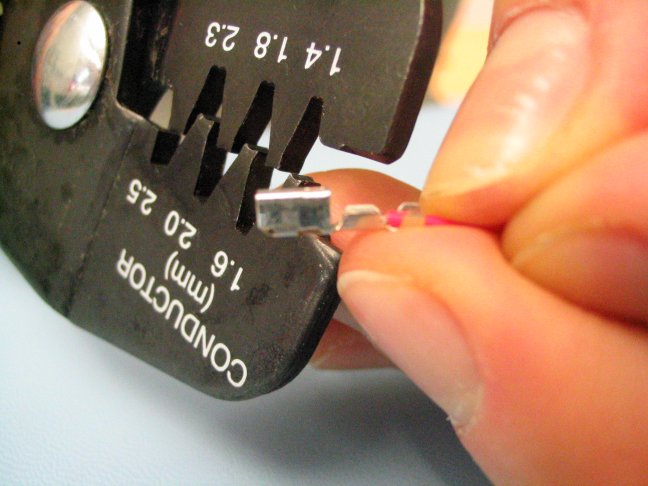
Il
faut ensuite prendre à la serre un petit morceau de métal sur un
fil dénudé. Les morceaux de métal ont deux paires de minuscules
languettes. La première est à une extrémité du morceau de métal
et doit se refermer sur le fil. La seconde paire de languettes est
juste à côté et doit se refermer sur la partie métallique dénudée
du fil de manière à réaliser le contact électrique. Il faudra
donc refermer chaque paire de façon séparée et au bon endroit.
L'outil à sertir est une pince mince qui permet de serrer chaque
paire de languettes. Il permet de sertir des fils de grandeurs
variées puisque ses mâchoires comportent plusieurs encoches. Ici,
nous utiliserons l'encoche qui est tout au bout de la pince (celle
identifiée 1.4). On peut voir qu'une dent entre dans l'encoche pour
réaliser le sertissage.
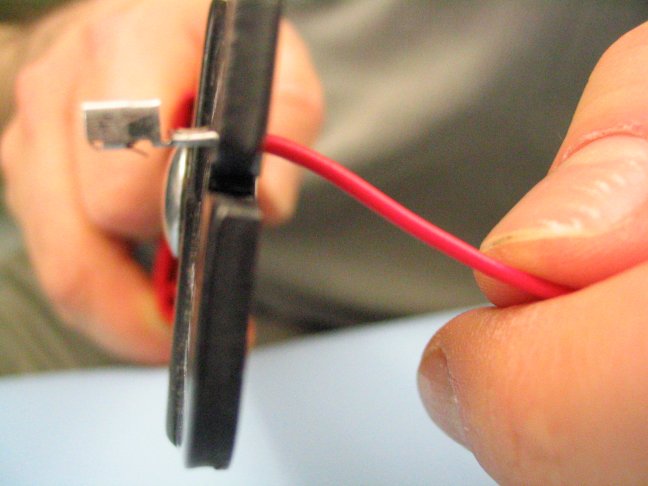
Cependant,
avant de rejoindre le fil avec le morceau de métal, il y a une
opération à effectuer qui simplifiera le travail par la suite.
Chaque paire de languettes des morceaux de métal forme un V qui est
un peu trop évasé. Prendre l'outil à sertir, ou tout autre type
de pinces, et refermer légèrement les languettes l'une contre
l'autre pour qu'elles forment un U plutôt qu'un V. Il sera encore
possible de passer le fil dans ce U aisément, mais le sertissage
sera facilité par la suite.
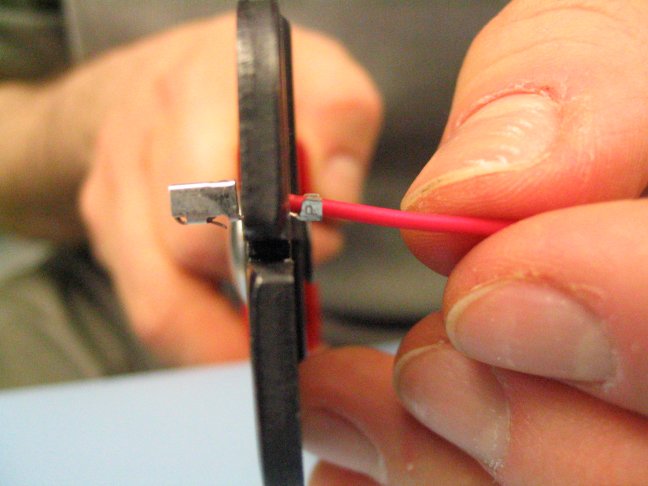
Il
est maintenant temps d'insérer le fil entre les paires de
languettes. Le point du fil où débute la partie dénudée devrait
se situer entre les paires de languettes. Le bas des morceaux de
métal correspond au bas du U des paires de languettes. Le bas des
morceaux de métal est là où la dent de l'outil à sertir devrait
venir s'appuyer de manière à ce que les languettes puissent se
refermer en progressant dans l'encoche de la pince. Si les
languettes sont refermées par la dent, ça ne fonctionne pas très
bien. Autrement dit, pour que la pince soit dans le bon sens, les
indications blanches sur la pince devraient être du côté droit si
les languettes sont du côté gauche. On refermera l'outil avec
force deux fois, une fois pour chaque paire de languettes.

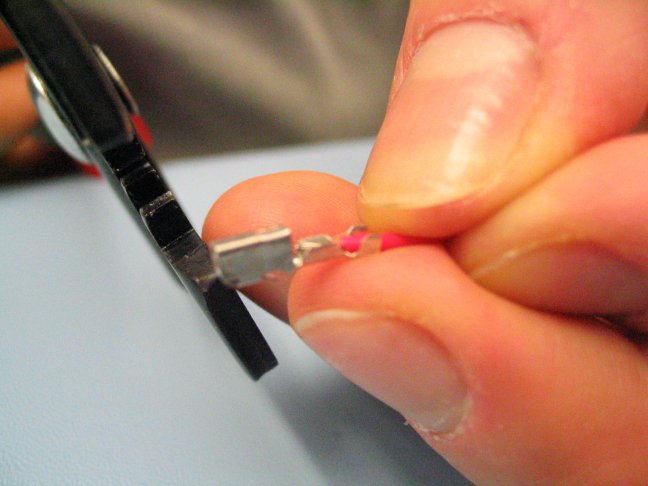
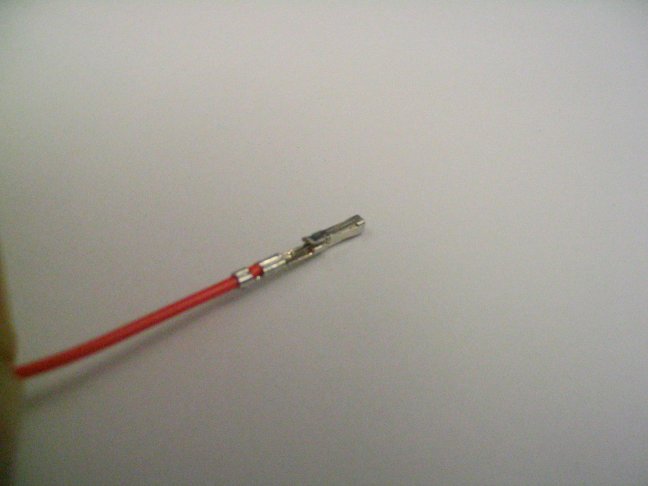
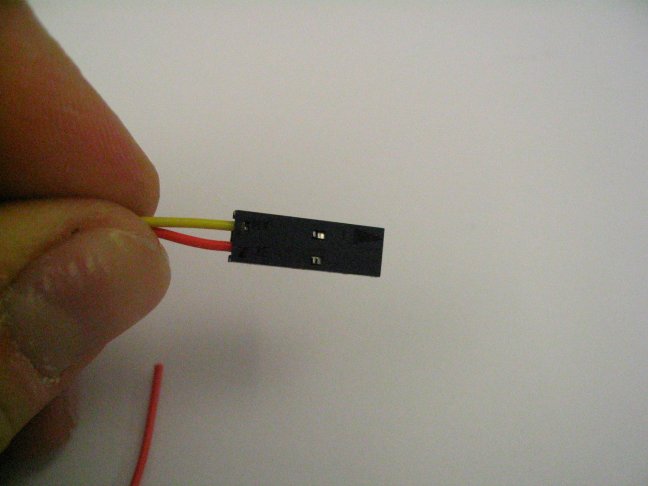
Une
fois serti, le résultat ressemble à ce qu'on peut voir sur la
photographie qui suit. On peut remarquer que les languettes se sont
bien refermées sur le fil. On peut aussi voir un tout petit crochet
sur le dessus du morceau de métal.
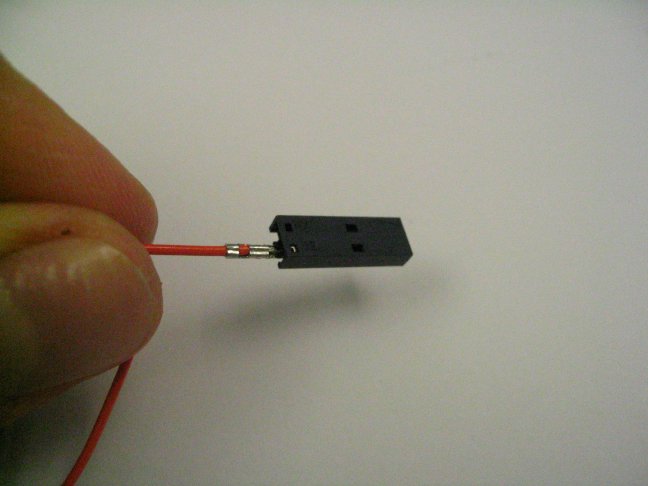
Ce
crochet doit ressortir par une petite ouverture sur le dessus du
réceptacle pour s'assurer que le morceau de métal demeure bien en
place. Normalement, l'insertion du morceau de métal dans le
réceptacle ne cause pas trop de problèmes. Par contre, il faut
bien être certain que le crochet ressortira par l'ouverture.
Généralement, un léger déclic se fait entendre lorsque ce point
est atteint. Il faudra peut-être un tournevis pour arriver à
pousser le morceau de métal jusqu'au fond du réceptacle.
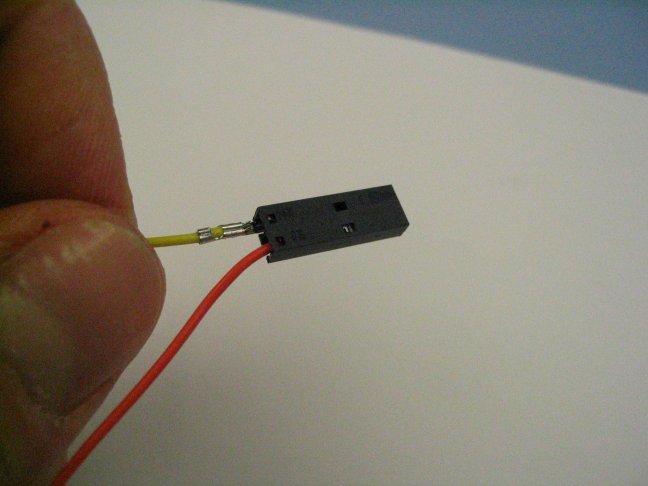
On
peut mieux voir le crochet sur cette photographie.

Le
sertissage est une opération qui sera effectuée avec l'aide des
chargés de laboratoire. Il existe d'autres explications sur le
sertissage. Celles de la compagnie
Lynxmotion/RoboShop sont
particulièrement bonnes.
Filetage
dans le plastique
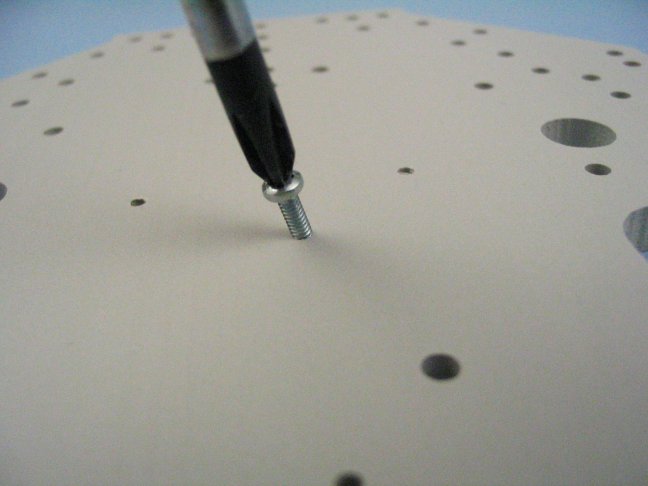
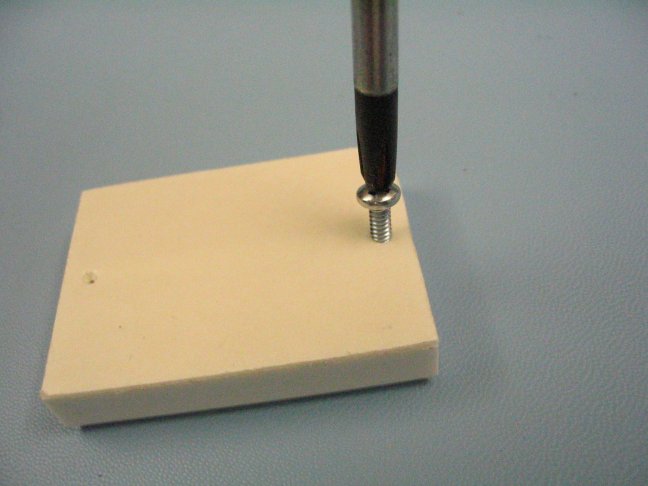
Des
vis sont employées pour assembler diverses pièces sur le robot. La
plupart du temps, elles se vissent dans les filets adaptés des
écrous, tiges d'espacements ou angles métalliques et il n'y a rien
à redire sur ce point. Par contre, il arrive qu'une vis doive être
insérée dans une pièce de plastique comme la base de PVC, le
breadboard ou le piézo-électrique. Dans ce cas, la vis fait
des filets dans le plastique lui-même en s'insérant. Il peut donc
être difficile d'amorcer l'insertion de la vis puisque le filet
n'existe pas au départ et que le trou peut être de diamètre
légèrement réduit de manière à ce que la vis se trouve bien
retenue. Dans ce cas, il est fortement suggéré de faire les filets
dans le plastique avec la vis seule. Il devient plus difficile de
chercher à assembler des pièces tout en faisant des filets.
L'insertion de la vis implique qu'on doive la dévisser pour
réintroduire la ou les pièces à assembler dans une seconde phase.
Cependant, visser la vis une seconde fois sera beaucoup plus facile
puisque les filets seront alors en place dans le plastique et la
difficulté de l'assemblage sera réduite.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}